Критерии выбор технологического оборудования для производства нефтепромысловых полимерно-армированных труб TCP

+7 (916) 265-6744
 |
||||||
|
Критерии выбор технологического оборудования для производства нефтепромысловых полимерно-армированных труб |
||||||
|
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА НЕФТЕПРОМЫСЛОВЫХ ПОЛИМЕРНО-АРМИРОВАННЫХ ТРУБ ДЛЯ НАЗЕМНОГО И МОРСКОГО ПРИМЕНЕНИЙ |
||||||
|
Полимерно-армированные трубы ПАТ: Thermoplastic composite pipe или Reinforced Thermoplastic Pipe. Технологическое оборудование. Экономическая эффективность. Технология
|
||||||
|
Гибкие сматываемые на барабаны (бухты) большой емкости полимерно-армированные ПАТ/TCP трубы 4,0…137,9 МПа на основе HDPE, PE-RT, PA-12, PVDF, PEEK и стекловолокна и угле волокна завоевываю наземные и морские нефтепромыслы. ПАТ/TCP не подвержены коррозии, позволяют быстро развертывать трубопроводы экономя на инсталляции до 30% по сравнению с трубопроводами из углеродистых сталей, и служат не менее 25 лет. Технология TCP (Thermoplastic composite pipe) позволяет легко настраивать технические параметры труб ПАТ/TCP на требования конечного потребителя. Но какое оборудование выбрать? Китайское или европейское? Этот вопрос не такой простой, как кажется на первый взгляд. БАЗОВАЯ АРХИТЕКТУРА ПАТ Полимерно-армированные трубы (ПАТ) представлены на рынке двумя типами архитектур:
Они состоят из трех основных слоев: термопластичного лайнера, армирующей системы из волокон, и внешнего термопластичного слоя.
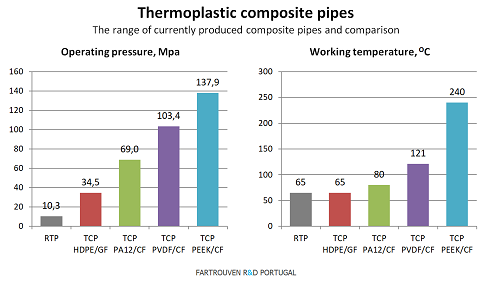
TCP трубы подходят для более высоких давлений и более широкого диапазона температур по следующим причинам.
Последние инновации включают TCP для высоких рабочих давлений (69...138,9 МПа) и температур (121…240 ОС), газонепроницаемые, в том числе для водорода - TCP-DGB. Подробнее о различиях RTP и TCP ...
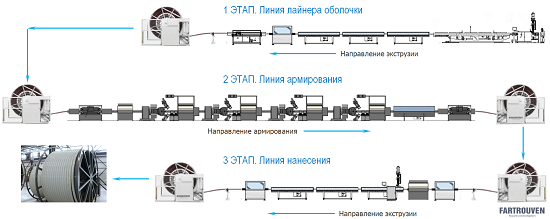
Ниже мы рассмотрим оборудование для производства ПАТ/TCP. Это более сложный процесс, чем производство RTP. КОНЦЕПЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Полимерно-армированные трубы TCP изготавливаются в одностадийном или трех-стадийном процессе. Одностадийный процесс
Обычно оборудование для одностадийного процесса предлагают китайские производители. Это наиболее недорогое решение для производства ПАТ/TCP. Но на не высокой цене преимущества этого решения заканчиваются. Полимерный лайнер и армирующая система имеют существенно технологическую усадку. В этом процессе на горячий неусаженный лайнер сразу наносится армирующая система в результате когда процесс усадки заканчивается в пограничном слое лайнер-армирующая система образуется зона напряжения, которая в долгосрочной перспективе приводит к расслоению трубы. Подобная концепция оборудования подходит для изготовления труб с невысокими давлениями, порядка 4,0 МПа. Производственный процесс для труб с более высокими давлениями который подразумевает повторные циклы армирования в этой концепции оборудования затруднителен, т.к. для его реализации требуется разборка части оборудований при повторном цикле армирования и затем последующая сборка. Это существенно снижает производительность оборудования, и повышает риски выхода из строя производственного комплекса. Трех-стадийный процесс
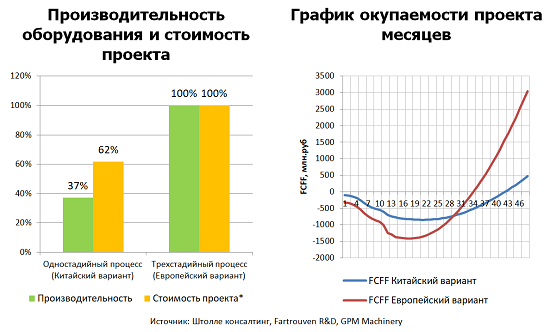
Оборудование для производства полимерно-армированных труб TCP предлагают европейские производители, например Fartrouven R&D. После изготовления бухты (барабаны) с лайнером выдерживаются в течении 6...24 часов для завершения процесса усадки. Это исключает возникновение напряжения в пограничной зоне лайнер-армирующая система. Подобная концепция позволяет производить трубы с высоким и ультравысокими давлениями до 137,9 МПа. При этом имеется возможность тщательно контролировать технологический процесс для получения трубы с высочайшими показателями долгосрочной прочности и надежности, что особенно важно например в оффшорном применении. ОЦЕНКА ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ Безусловно каждый проект в силу различных поставленных задач уникален. Но на основе одинаковых подходов и задач мы можем сделать оценку экономической эффективности проекта. При этом учтем различную стоимость оборудования одностадийного (китайский вариант) и трех-стадийного (европейский вариант) процессов.
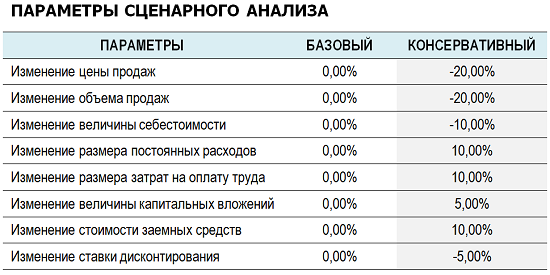
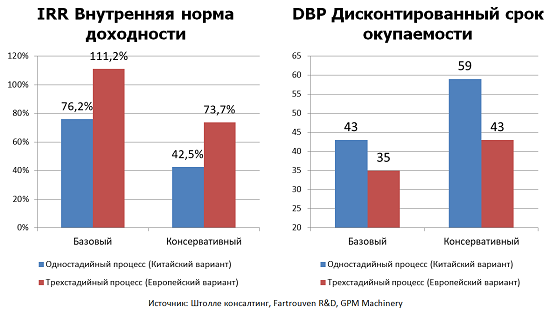
* учитывается полная стоимость проекта, включая строительство производственного комплекса и ввод в эксплуатацию Если основным критерием является минимальная стоимость, то одностадийный процесс на основе китайского оборудования может быть приемлемым решением для завода полимерно-армированных труб TCP, Но с точки зрения экономической эффективности это не лучший вариант. Наиболее наглядно это видно при сценарном анализе проектов.
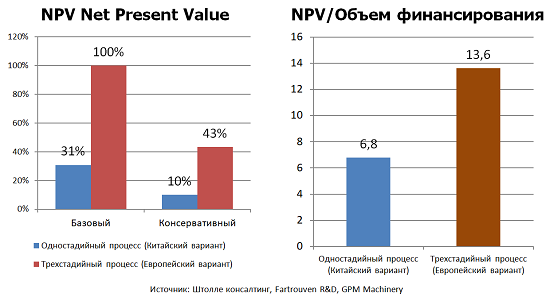
Сравним основные показатели экономической эффективности для базового и консервативного варианта.
Экономическая эффективность проекта строительства завода на основе трех-стадийного процесса на основе европейского оборудования существенно лучше, чем в проекте с одностадийным процессом на основе китайского оборудования, и в базовом и консервативном сценарии. НАДЕЖНОСТЬ + НАДЕЖНОСТЬ Если бы мы говорили о производстве коммунальных труб, то экономическая эффективность была бы основным критерием для технических решений строительства завода. Но мы говорим о нефтепромысловых трубах требования к которым на порядок выше, чем коммунальным трубам. Конечно ГОСТ Р 59834-2021 "Промысловые трубопроводы. Трубы гибкие полимерные армированные и соединительные детали к ним" пока дает отсрочку на долгосрочные испытания, пока достаточно проверить трубы на гидростенде на разрыв. Может быть компании, которые планируют организацию производства полимерно-армированных труб ПАТ/TCP пока не задумываются о том что будет с трубой через полгода, год, 20 лет. Но нефтяные компании уже видят расслоившиеся образчики ПАТ/TCP и задают вопросы почему трубы расслаиваются и пузырятся. Ответ простой - трубы ПАТ/TCP это композитные трубы. Натолкать в экструдеры вторичку и намотать на лайнер кое как волокно не достаточно. Чтобы сделать полностью сплавленную композитную трубу, способную выдерживать высокие давления и не расслаиваться при долгосрочной эксплуатации необходимо тщательно контролировать материалы и процесс консолидации слоев. Посмотрим как устроена станция армирования - наиболее важный элемент в производcтвенном комплексе TCP: Каждая станция армирования включает в себя четыре основных компонента для сплавления слоев:
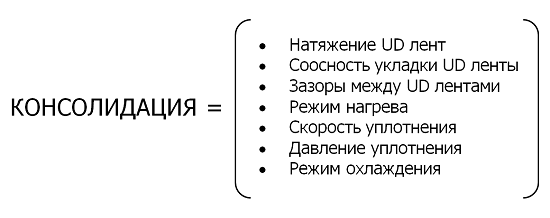
В процессе сварки слоев расплавом давление и скорость уплотнения, температура нагрева и время охлаждения определяют окно технологичности, необходимое для аутогезии и плотного контакта слоев. В общем смысле консолидация представляет собой многомерную функцию:
В процессе производства TCP важно контролировать и стабилизировать все вышеперечисленные факторы.
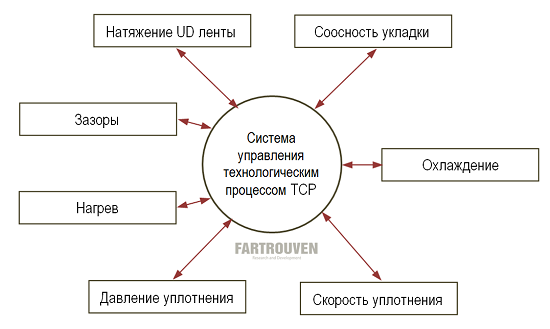
В одностадийном процессе, особенно без развитой системы автоматики практически невозможно контролировать и стабилизировать процесс консолидации трубы.
Поэтому для того, чтобы производить композитные полимерно-армированные трубы ПАТ/TCP для высоких и ультра высоких давлений целесообразно использовать оборудование с трех-стадийным процессом, обращая внимание на оснащенность оборудования системами управления и стабилизации всех факторов влияющих на консолидацию. Обеспечение долгосрочной надежности труб ПАТ/TCP - главный фактор выбора технологического оборудования. Мы можем помочь в этом выборе ... © Штоллер консалтинг. октябрь 2023 . |
||||||
 |
||||||
| ПРОИЗВОДСТВО ПОЛИМЕРНО-АРМИРОВАННЫХ КОМПОЗИТНЫХ ТРУБ | ||||||
 |
 |
|||||
| | Производство ПАТ/RTP/TCP композитных труб | | | Производство термопластичных UD лент | | |||||
 |
 |
|||||
| | Строительство завода ПАТ / TCP труб под ключ | | | Российский рынок полимерно-армированных труб | | |||||
 |
 |
|||||
| | Проектирование производства композитов | | | Оборудование для RTP/TCP труб | | |||||
 |
||||||
| | В начало страницы | На главную | Планотека | Бизнес-планы по отраслям | | ||||||
| НАШИ УСЛУГИ | ||||||
|
.
Консультации: +7 916 265-67-44, teo@teo.ru . |
||||||
| КОНСУЛЬТАЦИИ ПО ВОПРОСУ ПРОИЗВОДСТВА TCP ТРУБ | ||||||
 |
 |
|||||
| | Наши заказчики | | | Наши контакты | | |||||
| СТАТЬИ О ПОЛИМЕРНО-АРМИРОВАННЫХ ТРУБАХ | ||||||
 |
 |
|||||
| | Транспортировка водорода по газопроводам | | | UD TAPE & UD TAPE | | |||||
 |
 |
|||||
| | Композитные трубы как альтернатива стали | | | СПГ и композитные трубы против металлургов | | |||||
 |
 |
|||||
| | PE-RT - полиэтилен для нефтегазовых труб | | | Газопроницаемость полимерных труб | | |||||
 |
 |
|||||
| | Развитие водородной энергетики в РФ | | | UD tape для композитов с газовым барьером | | |||||
 |
 |
|||||
| | Квалификация TCP труб по DNVGL-ST-F119 | | | Аттестация композитных труб по API RP 15S | | |||||
|
||||||




.
.
|
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
. |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||
 .
 .
.
 .
 .
|
||||||||||||||||||||||||||||
| Полезные ссылки | ||||||||||||||||||||||||||||
|
.
.
. |
||||||||||||||||||||||||||||
|
.
. . . . . . |
||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||